पहली चाप वेल्डिंग विधि 19 वीं शताब्दी में विकसित की गई थी, और यह द्वितीय-विश्व युद्ध के दौरान जहाज निर्माण के भीतर व्यावसायिक रूप से महत्वपूर्ण हो गई है। आजकल यह वाहनों के साथ-साथ इस्पात संरचना निर्माण के लिए एक महत्वपूर्ण प्रक्रिया है। यह प्रसिद्ध वेल्डिंग विधियों में से एक है जो उद्योगों में धातुओं को जोड़ने के लिए उपयोग किया जाता है। इस तरह की वेल्डिंग में, धातु की मदद से पिघलकर संयुक्त का गठन किया जा सकता है बिजली । तो इसी वजह से इसे इलेक्ट्रिक आर्क नाम दिया गया है। इस वेल्डिंग का मुख्य लाभ यह है कि वेल्डिंग के लिए एक उच्च तापमान आसानी से विकसित किया जा सकता है। चाप वेल्डिंग तापमान रेंज 6k डिग्री सेंटीग्रेड से 7k डिग्री सेंटीग्रेड तक होगी। यह लेख इलेक्ट्रिक आर्क वेल्डिंग के अवलोकन पर चर्चा करता है।
इलेक्ट्रिक आर्क वेल्डिंग क्या है?
चाप वेल्डिंग की परिभाषा एक वेल्डिंग प्रक्रिया है जिसका उपयोग धातुओं को वेल्डिंग करने के लिए बिजली की मदद से नरम करने के लिए पर्याप्त गर्मी उत्पन्न करने के लिए किया जाता है धातु , साथ ही जब नरम धातु को ठंडा किया जाता है तो धातुओं को वेल्डेड किया जाएगा। इस तरह की वेल्डिंग का उपयोग करता है एक बिजली की आपूर्ति संपर्क के अंत में धातुओं को नरम करने के लिए एक धातु की छड़ी और आधार सामग्री के बीच एक चाप बनाने के लिए।

इलेक्ट्रिक एआरसी वेल्डिंग
ये वेल्डर या तो उपयोग कर सकते हैं डीसी अन्यथा ए.सी. , और इलेक्ट्रोड जैसे उपभोज्य अन्यथा गैर-उपभोज्य। आमतौर पर, वेल्डिंग स्थान को किसी प्रकार के परिरक्षण गैस, स्लैग, अन्यथा, वाष्प के साथ बचाव किया जा सकता है। यह वेल्डिंग प्रक्रिया मैनुअल, पूरी तरह से या अर्ध-स्वचालित हो सकती है।
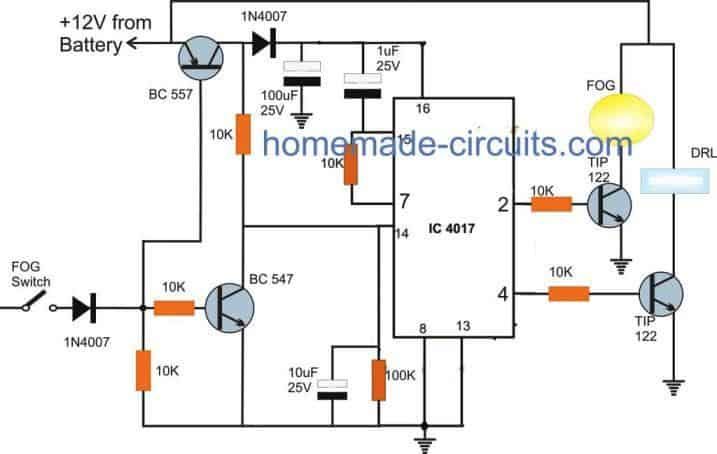
सर्किट आरेख
आर्क वेल्डिंग प्रक्रिया में, एक इलेक्ट्रोड के साथ-साथ वर्कपीस के बीच एक इलेक्ट्रिक आर्क के माध्यम से गर्मी उत्पन्न की जा सकती है। इलेक्ट्रिक आर्क आयनित गैस का उपयोग करके दो इलेक्ट्रोडों के बीच विद्युत निर्वहन को चमक रहा है।
किसी भी प्रकार की आर्क वेल्डिंग तकनीक एक इलेक्ट्रिक सर्किट पर निर्भर करती है जिसमें मुख्य रूप से बिजली की आपूर्ति, वर्कपीस, वेल्डिंग इलेक्ट्रोड और इलेक्ट्रिक केबल जैसे इलेक्ट्रोड के साथ-साथ बिजली की आपूर्ति की ओर वर्कपीस को जोड़ने के लिए अलग-अलग हिस्से शामिल होते हैं।

आर्क वेल्डिंग सर्किट
इलेक्ट्रिक आर्क वाइंडिंग सर्किट इलेक्ट्रोड के बीच एक इलेक्ट्रिक चाप द्वारा और साथ ही वर्कपीस का गठन किया जा सकता है। चाप का तापमान 5500 ° C (10000 ° F) पर आ सकता है, जो वर्कपीस के किनारों को संयोजित करने के लिए पर्याप्त है।
एक बार एक लंबी जुड़ाव आवश्यक है तो चाप को संयुक्त रेखा के माध्यम से स्थानांतरित किया जा सकता है। सामने के किनारे का वेल्ड पूल संयुक्त बनाने के लिए पूल के पीछे के किनारे को एक बार वेल्डेड सतह को भंग कर देता है।
एक बार भराव धातु को बढ़ाने के लिए आवश्यक है, तार का उपयोग उस सामग्री के बाहर किया जा सकता है जिसे चाप क्षेत्र में खिलाया जाता है, जो वेल्ड पूल को भंग और लोड करता है। एक भराव धातु की रासायनिक संरचना वर्कपीस से संबंधित है।
वेल्ड पूल के भीतर पिघला हुआ धातु रासायनिक रूप से सक्रिय हो सकता है और आस-पास के वातावरण के माध्यम से प्रतिक्रिया करता है। नतीजतन, वेल्ड ऑक्साइड के माध्यम से संक्रमित हो सकता है और साथ ही नाइट्राइड शामिल होने से इसके यांत्रिक गुणों को कमजोर कर सकता है। इसलिए, वेल्ड पूल को न्यूट्रल परिरक्षण गैसों जैसे हीलियम, आर्गन और परिरक्षण प्रवाह से संदूषण से बचाया जा सकता है। इलेक्ट्रोड के लिए फ्लक्स कोटिंग के रूप में वेल्ड क्षेत्र के लिए ढाल की आपूर्ति की जाती है अन्यथा अन्य रूपों में।
काम करने का सिद्धांत
चाप घुमावदार का कार्य सिद्धांत एक वेल्डिंग प्रक्रिया में, गर्मी को वर्कपीस के साथ-साथ एक इलेक्ट्रोड के बीच एक इलेक्ट्रिक आर्क स्ट्राइक के साथ उत्पन्न किया जा सकता है। यह पूरे आयनित गैस में दो इलेक्ट्रोड के बीच विद्युत निर्वहन को चमक रहा है।
चाप वेल्डिंग उपकरण मुख्य रूप से एक एसी मशीन शामिल है अन्यथा डीसी मशीन, इलेक्ट्रोड, इलेक्ट्रोड के लिए धारक, केबल्स, कनेक्टर्स केबल के लिए, अर्थिंग क्लैम्प्स, चिपिंग हैमर, हेलमेट, वायर ब्रश, हैंड ग्लव्स, सेफ्टी गॉगल्स, स्लीव्स, एप्रन, आदि।
आर्क वेल्डिंग के प्रकार
आर्क वेल्डिंग को विभिन्न प्रकारों में वर्गीकृत किया गया है जिसमें निम्नलिखित शामिल हैं।
- प्लाज्मा आर्क वेल्डिंग
- धातु आर्क वेल्डिंग
- कार्बन आर्क वेल्डिंग
- गैस टंग्सटन आर्क वेल्डिंग
- गैस धातु आर्क वेल्डिंग
- सबमर्ज्ड आर्क वेल्डिंग
- SMAW - परिरक्षित धातु आर्क वेल्डिंग
- FCAW (फ्लक्स कोर्ड आर्क वेल्डिंग)
- ESW (इलेक्ट्रो-स्ट्रोक वेल्डिंग)
- आर्क स्टड वेल्डिंग
प्लाज्मा आर्क वेल्डिंग
प्लाज्मा आर्क वेल्डिंग (PAW) GTAW या गैस टंगस्टन वेल्डिंग के समान है। इस तरह की वेल्डिंग प्रक्रिया में, आर्क कार्य भाग के साथ-साथ टंगस्टन इलेक्ट्रोड के बीच उत्पन्न होगा। प्लाज्मा आर्क वेल्डिंग और गैस टंगस्टन वेल्डिंग के बीच प्रमुख असमानता यह है कि इलेक्ट्रोड प्लाज्मा चाप वेल्डिंग की मशाल के भीतर स्थित है। इसे गैस पर गर्म किया जा सकता है तापमान वेल्डिंग क्षेत्र पर हमला करने के लिए 30000oF और इसे प्लाज्मा में बदलें।
धातु आर्क वेल्डिंग
धातु चाप वेल्डिंग (MAW) प्रक्रिया मुख्य रूप से वेल्डिंग प्रक्रिया के लिए एक धातु इलेक्ट्रोड का उपयोग करती है। यह धातु इलेक्ट्रोड आवश्यकता के आधार पर या तो उपभोग्य हो सकता है अन्यथा गैर-उपभोज्य। अधिकांश उपयोग किए जाने योग्य इलेक्ट्रोड को फ्लक्स के साथ कवर किया जा सकता है, और इस प्रकार की वेल्डिंग प्रक्रिया का मुख्य लाभ यह है कि इसे दूसरों की तुलना में कम तापमान की आवश्यकता होती है।
कार्बन आर्क वेल्डिंग
कार्बन आर्क वेल्डिंग (CAW) प्रक्रिया मुख्य रूप से धातु के जोड़ को वेल्डिंग करने के लिए इलेक्ट्रोड की तरह कार्बन रॉड का उपयोग करती है। इस तरह की आर्क वेल्डिंग सबसे पुरानी आर्क वेल्डिंग प्रक्रिया है और आर्क उत्पन्न करने के लिए उच्च धारा, कम वोल्टेज की आवश्यकता होती है। कुछ मामलों में, एक आर्क को दो कार्बन इलेक्ट्रोड के बीच उत्पन्न किया जा सकता है, जिसे जुड़वां कार्बन आर्क वेल्डिंग का नाम दिया गया है।
गैस टंग्सटन आर्क वेल्डिंग
गैस टंगस्टन आर्क वेल्डिंग (GTAW) को टंगस्टन निष्क्रिय गैस वेल्डिंग (TIGW) भी कहा जाता है। इस तरह की वेल्डिंग प्रक्रिया में, एक टंगस्टन इलेक्ट्रोड जो गैर-उपभोज्य है, सामग्री को वेल्डिंग के लिए नियोजित किया जा सकता है। इस वेल्डिंग में उपयोग किए जाने वाले इलेक्ट्रोड को आर्गन, हीलियम इत्यादि गैसों से घेरा जा सकता है। ये गैसें ऑक्सीकरण के खिलाफ वेल्ड क्षेत्र की रक्षा करेंगी। इस तरह की वेल्डिंग का उपयोग पतली शीट वेल्डिंग के लिए किया जा सकता है।
गैस धातु आर्क वेल्डिंग
गैस धातु चाप वेल्डिंग (GMAW) को धातु अक्रिय गैस वेल्डिंग (MIGW) भी कहा जाता है। यह एक ताजा धातु इलेक्ट्रोड का उपयोग करता है जो कि हीलियम, आर्गन आदि जैसे गैस से सुरक्षित होता है। ये गैसें ऑक्सीकरण से जुड़ने वाले क्षेत्र की रक्षा करेंगी और कई वेल्डिंग सामग्री परतों को उत्पन्न करेंगी। इस प्रकार की चाप वेल्डिंग प्रक्रिया में, धातु को वेल्डिंग करने के लिए गैर-उपभोज्य धातु इलेक्ट्रोड का उपयोग करके एक भराव तार को लगातार खिलाया जा सकता है।
सबमर्ज्ड आर्क वेल्डिंग
जलमग्न चाप वेल्डिंग (SAW) का व्यापक रूप से एक स्वचालित वेल्डिंग विधि के भीतर उपयोग किया जा सकता है। इस तरह की वेल्डिंग प्रक्रिया में, एक इलेक्ट्रोड फ्लक्स के दानेदार कोटिंग द्वारा पूरी तरह से डूब जाता है, और यह फ्लक्स हो सकता है एक इलेक्ट्रिक कंडक्टर वह विद्युत आपूर्ति का विरोध नहीं करेगा। फ्लक्स की ठोस कोटिंग अल्ट्रा-वायलेट विकिरण और वायुमंडल से पिघली हुई धातु को रोकती है।
SMAW - परिरक्षित धातु आर्क वेल्डिंग
SMAW शब्द 'शील्ड मेटल आर्क वेल्डिंग' के लिए खड़ा है, जिसे स्टिक वेल्डिंग फ्लक्स परिरक्षित आर्क वेल्डिंग या मैनुअल मेटल आर्क वेल्डिंग (MMA / MMAW) भी कहा जाता है। इस तरह की वेल्डिंग का उपयोग किया जाता है जहां चाप वर्कपीस के साथ-साथ धातु की छड़ के बीच मारा जाता है। तो इन दोनों की सतह एक वेल्ड पूल बनाने के लिए भंग कर सकती है।
जब फ्लक्स कोटिंग तुरंत रॉड पर पिघल जाती है तो यह आसपास के वेल्ड पूल की सुरक्षा के लिए स्लैग एंड गैस बनाएगी। यह एक लचीली विधि है और सभी स्थानों में एक मोटी सामग्री के माध्यम से लौह और गैर-लौह जैसी सामग्रियों को जोड़ने के लिए उपयुक्त है।
FCAW (फ्लक्स कोर्ड आर्क वेल्डिंग)
इस तरह की वेल्डिंग ढाल धातु चाप वेल्डिंग का एक विकल्प है। यह फ्लक्स-कोरेड आर्क वेल्डिंग एक इलेक्ट्रोड के साथ-साथ एक स्थिर वोल्टेज बिजली की आपूर्ति के साथ काम करता है ताकि यह एक स्थिर चाप लंबाई प्रदान करे। यह विधि एक परिरक्षण गैस या गैस का उपयोग करके काम करती है जो कि छूत से सुरक्षा देने के लिए फ्लक्स के माध्यम से बनती है।
ESW (इलेक्ट्रो-स्ट्रोक वेल्डिंग)
इस तरह के वेल्डिंग में, गर्मी का उत्पादन वर्तमान के माध्यम से किया जाता है और भराव धातु के साथ-साथ वेल्ड की सतह पर पिघला हुआ स्लैग का उपयोग करके वर्कपीस के बीच से गुजरता है। यहां, दो वर्कपीस के बीच अंतर को भरने के लिए वेल्डिंग फ्लक्स का उपयोग किया जाता है। इस तरह की वेल्डिंग को इलेक्ट्रोड के साथ-साथ वर्कपीस के बीच एक चाप के माध्यम से शुरू किया जा सकता है।
चाप गर्मी उत्पन्न करने वाले चूर्ण को पिघला देता है और पिघला हुआ स्लैग बनाता है। यहां स्लैग में कम विद्युत चालकता शामिल है जिसे विद्युत प्रवाह के माध्यम से उत्पन्न गर्मी के कारण तरल स्थिति में बनाए रखा जा सकता है। स्लैग को 3500 ° F तापमान प्राप्त होता है और यह वर्कपीस और उपभोज्य इलेक्ट्रोड के किनारों को पिघलाने के लिए पर्याप्त है। धातु की बूंदें वेल्ड पूल की ओर गिरेंगी और वर्कपीस को जोड़ती हैं। इस तरह की वेल्डिंग मुख्य रूप से स्टील पर लागू होती है।
आर्क स्टड वेल्डिंग
इस प्रकार की वेल्डिंग अत्यंत विश्वसनीय है और आवेदनों की एक विस्तृत श्रृंखला में उपयोग की जाती है। इस विधि का उपयोग उच्चतम वेल्ड वेल्ड के माध्यम से किसी भी वर्कपीस के साथ धातु के किसी भी आकार को वेल्ड करने के लिए किया जाता है।
इस तरह की वेल्डिंग मुश्किल पैदा कर सकती है, 0.048 इंच की मोटाई के साथ बेस धातुओं पर एक तरफ वेल्ड करता है। डीसी बिजली की आपूर्ति धातु फास्टनरों फेरूल और एक स्टड वेल्डिंग बंदूक का उपयोग करके इस चाप का गठन किया जा सकता है। इस वेल्डिंग में, खींची गई आर्क, शॉर्ट आर्क स्टड और गैस आर्क स्टड वेल्डिंग जैसी तीन सामान्य विधियाँ उपयोग की जाती हैं।
खींची गई आर्क विधि पूरे वेल्डिंग के दौरान धातु की सतह को साफ करने के लिए स्टड के भीतर फ्लक्स के साथ काम करती है। पूरे क्षेत्र में, प्रवाह को वाष्पीकृत किया जा सकता है और वेल्ड क्षेत्र को साफ बनाए रखने के लिए पर्यावरण के भीतर प्रदूषणकारी तत्वों के माध्यम से प्रतिक्रिया करता है।
लघु चाप विधि, खींची गई चाप के समान है, इसके अलावा यह किसी भी प्रवाह भार का उपयोग नहीं करता है, अन्यथा फेरू। तो, यह विधि आर्क स्टड वेल्डिंग तकनीकों का सबसे छोटा वेल्डिंग समय देती है। गैस आर्क स्टड विधि बिना किसी उथल-पुथल या फ्लक्स के साथ स्थिर परिरक्षण गैस के माध्यम से काम करती है जिससे इसे स्वचालित करना आसान हो जाता है।
आर्क वेल्डिंग के अन्य प्रकार
हम जानते हैं कि अधिकांश उद्योग धातु डिजाइन का उपयोग करते हैं और सबसे अधिक इस्तेमाल होने वाली वेल्डिंग ऊपर चर्चा की जाती हैं। लेकिन, कई अन्य विधियां निम्नलिखित की तरह एक साथ दो या ऊपर की धातुओं को भी वेल्ड कर सकती हैं।
इलेक्ट्रॉनिक बीम वेल्डिंग
ईबीएम या इलेक्ट्रॉनिक बीम वेल्डिंग का उपयोग धातुओं में शामिल होने के लिए किया जाता है जहां इलेक्ट्रॉन तरंगें एक धातु की सतह से दूसरे तक वेल्डिंग के लिए उच्च वेग से ऊपर उठती हैं। एक बार जब इलेक्ट्रॉन तरंग अपने उद्देश्य से टकराती है, तो प्रभावित स्थान केवल निकटवर्ती भाग को जगह में मिलाने के लिए पर्याप्त रूप से पिघल जाएगा।
इस तरह की वेल्डिंग औद्योगिक क्षेत्र में बहुत लोकप्रिय है। यह तकनीक एयरोस्पेस और ऑटोमोटिव के निर्माताओं के लिए विशेष रूप से उपयोगी है, जो इस वेल्डिंग का उपयोग ट्रकों, कारों, विमानों और अंतरिक्ष यान के भीतर कई धातु भागों को संयोजित करने के लिए करते हैं। वैक्यूम पर आधारित इलेक्ट्रॉनिक बीम वेल्डिंग की प्रकृति के कारण, खाली घरों और इमारतों में संकट कार्य के लिए विधि सुरक्षित है।
परमाणु हाइड्रोजन वेल्डिंग
AHW या परमाणु हाइड्रोजन वेल्डिंग धातुओं को जोड़ने के लिए एक पुरानी तकनीक है जो गैस धातु चाप वेल्डिंग जैसी अधिक कुशल तकनीकों के लिए अक्सर किनारे से गिरती है। एक क्षेत्र जहां स्वत: हाइड्रोजन वेल्डिंग अभी भी परिचित है, टंगस्टन वेल्डिंग में है। क्योंकि टंगस्टन गर्मी के लिए अत्यंत उत्तरदायी है, इस विधि के लिए यह वेल्डिंग सुरक्षित है।
इलेक्ट्रोस्लाग वेल्डिंग
यह तेज़ वेल्डिंग है, जिसका आविष्कार 1950 के दशक के दौरान किया गया था। इस तरह की वेल्डिंग उद्योगों में उपकरणों और मशीनों में उपयोग करने के लिए भारी धातुओं को जोड़ती है। जैसा कि नाम से पता चलता है, यह तांबे के पानी के धारकों से लिया गया है जो उस उपकरण में संलग्न है जिसका उपयोग इलेक्ट्रोस्लैग वेल्डिंग के लिए किया जाता है। पानी एक वेल्डिंग सत्र के दौरान अन्य क्षेत्रों में रिसने से तरल स्लैग को बंद कर देता है।
कार्बन आर्क वेल्डिंग
सीएडब्ल्यू या कार्बन आर्क वेल्डिंग एक बॉन्डिंग तकनीक है, जिसका उपयोग धातुओं को 300 डिग्री सेल्सियस से अधिक तापमान पर जोड़ने के लिए किया जाता है। इस प्रकार की वेल्डिंग में, एक आर्क इलेक्ट्रोड के साथ-साथ धातु की सतहों के बीच भी बन सकता है। यह तकनीक एक बार लोकप्रिय थी, लेकिन अब यह जुड़वां-कार्बन-आर्क वेल्डिंग द्वारा पुरानी हो गई थी।
ऑक्सी-ईंधन वेल्डिंग
इस तरह की वेल्डिंग एक ऐसी विधि है जो ऑक्सीजन और तरल ईंधन का उपयोग धातु को बनाने में करती है। 20 वीं शताब्दी में फ्रांसीसी इंजीनियरों चार्ल्स पिकार्ड और एडमंड फोचे का आविष्कार किया गया था। इस प्रक्रिया में, ऑक्सीजन-उत्पन्न तापमान का उपयोग धातु की सतह क्षेत्रों में किया जाता है। यह वेल्डिंग एक इनडोर वातावरण में होती है।
प्रतिरोध स्पॉट वेल्डिंग
प्रतिरोध स्थान वेल्डिंग का उपयोग किया जाता है जहां गर्मी धातु की सतहों को जोड़ती है। गर्मी विद्युत धाराओं के प्रतिरोध से उत्पन्न हो सकती है। इस तरह की वेल्डिंग विद्युत प्रतिरोध वेल्डिंग नामक वेल्डिंग तकनीकों के संग्रह से संबंधित है।
प्रतिरोध सीवन वेल्डिंग
प्रतिरोध सीम वेल्डिंग एक ऐसी तकनीक है जो संबंधित गुणों के माध्यम से धातु की परतों की सतहों के बीच गर्मी पैदा करती है। इस तरह की वेल्डिंग एक संयुक्त के एक चेहरे पर शुरू होती है और दूसरे छोर तक इसकी विधा काम करती है। तो, यह विधि मुख्य रूप से जुड़वां इलेक्ट्रोड पर निर्भर करती है जो सामान्य रूप से तांबे की सामग्री से बने होते हैं।
प्रोजेक्शन वेल्डिंग
प्रोजेक्शन वेल्डिंग एक विधि है जो रखने के लिए एक सटीक क्षेत्र में गर्मी को प्रतिबंधित करती है। यह विधि उन परियोजनाओं में बहुत आम है जो स्टड, नट्स और अन्य थ्रेडेड मेटल फास्टनरों, तारों और क्रॉस बार का उपयोग करती हैं।
शीत वेल्डिंग
इस वेल्डिंग का एक वैकल्पिक नाम संपर्क वेल्डिंग है। इस तरह की वेल्डिंग का उपयोग गर्मी के माध्यम से पिघलने के बिना धातुओं की सतहों को जोड़ने के लिए किया जाता है।
आर्क वेल्डिंग के लाभ
आर्क वेल्डिंग के लाभों में मुख्य रूप से निम्नलिखित शामिल हैं।
- आर्क वेल्डिंग में उच्च गति के साथ-साथ वेल्डिंग दक्षता भी है
- इसमें एक सरल वेल्डिंग उपकरण शामिल है।
- यह बस जंगम है।
- आर्क वेल्डिंग वेल्डेड धातुओं के बीच शारीरिक रूप से शक्तिशाली बंधन बनाता है।
- यह विश्वसनीय वेल्डिंग गुणवत्ता प्रदान करता है
- आर्क वेल्डिंग एक बेहतर वेल्डिंग वातावरण प्रदान करता है।
- शक्ति का स्रोत इस वेल्डिंग महंगा नहीं है।
- यह वेल्डिंग एक त्वरित और सुसंगत प्रक्रिया है।
- वेल्डर साधारण घरेलू वर्तमान का उपयोग कर सकता है।
आर्क वेल्डिंग के नुकसान
आर्क वेल्डिंग के नुकसान में निम्नलिखित शामिल हैं।
- आर्क वेल्डिंग करने के लिए एक उच्च विशेषज्ञ ऑपरेटर आवश्यक है।
- प्रतिक्षेप की दर अधूरी हो सकती है क्योंकि इलेक्ट्रोड को कवर करने से जलन और कमी होती है
- इलेक्ट्रोड की लंबाई 35 मिमी है और पूरे उत्पादन दर के लिए इलेक्ट्रोड को बदलने की आवश्यकता है।
- ये टाइटेनियम और एल्यूमीनियम जैसे प्रतिक्रियाशील धातुओं के लिए साफ नहीं हैं
अनुप्रयोग
आर्क वेल्डिंग के अनुप्रयोगों में निम्नलिखित शामिल हैं।
- शीट धातुओं के वेल्डिंग में उपयोग किया जाता है
- वेल्डिंग के लिए पतली, लौह और अलौह धातुओं
- दबाव और दबाव वाहिकाओं डिजाइन करने के लिए इस्तेमाल किया
- उद्योगों में पाइपिंग का विकास
- ऑटोमोटिव और होम फर्निशिंग के डोमेन में उपयोग किया जाता है
- जहाज निर्माण के उद्योग
- विमान और एयरोस्पेस के निर्माता में इस्तेमाल किया
- ऑटो बॉडी रिस्टोरेशन
- रेलमार्ग
- उद्योग जैसे निर्माण, मोटर वाहन, यांत्रिक, आदि
- गैस टंगस्टन आर्क वेल्डिंग का उपयोग एयरोस्पेस उद्योगों में शीट धातुओं जैसे कई क्षेत्रों को जोड़ने के लिए किया जाता है
- इन वेल्डिंग का उपयोग मर, उपकरण और ज्यादातर धातुओं पर मरम्मत के लिए किया जाता है जो मैग्नीशियम और एल्यूमीनियम से बने होते हैं।
- अधिकांश निर्माण उद्योग पतले वर्कपीस को वेल्ड करने के लिए GTAW का उपयोग करते हैं, विशेष रूप से गैर-लौह धातु।
- GTAW वेल्डिंग का उपयोग किया जाता है, जहां जंग के साथ-साथ गुणों की लंबी अवधि में दरार करने के लिए अत्यधिक प्रतिरोध की आवश्यकता होती है।
- इसका उपयोग अंतरिक्ष वाहनों के विनिर्माण में किया जाता है
- छोटे व्यास के भागों, पतली दीवार के ट्यूबिंग को वेल्ड करने के लिए उपयोग किया जाता है, जिससे यह साइकिल उद्योगों में लागू होता है
इस प्रकार यह सब इलेक्ट्रिक आर्क वेल्डिंग के बारे में है, और यह लचीली वेल्डिंग विधि है। बिजली चाप वेल्डिंग अनुप्रयोगों आसानी और बेहतर वेल्डिंग दक्षता जैसी अपनी विशेषताओं के कारण दुनिया भर में शक्तिशाली जोड़ों के निर्माण के लिए विनिर्माण उद्योगों में शामिल। यह सुरक्षा के लिए विभिन्न उद्योगों में व्यापक रूप से उपयोग किया जाता है अन्यथा मोटर वाहन, निर्माण, जहाज निर्माण और एयरोस्पेस के रूप में काम करता है। यहां आपके लिए एक प्रश्न है कि चाप वेल्डिंग तापमान की सीमा क्या है?